E6S-078 Listener Feedback - June 2015
Intro: Welcome to the E6S-Methods podcast with Jacob and Aaron, brought to you by E6S Industries, your source for expert training, consulting, and leadership in business performance and continuous improvement methods, like Lean and Six Sigma. In this episode number 78 we read through and respond to some of your comments in this long overdue listener feedback episode. Here we go. http://bit.ly/E6S-078; http://bit.ly/E6S-iTunes
I. The customer is always right..., unless they are wrong, and you're willing to lose them. 071 – What to expect when you’re not spec-ing- Spec or Spirit
a. Comments: David Knowlton: One case where the customer is not always right is if they ask for something harmful to there business. If this is the case you are better off saying No and why. They may go elsewhere but when it fails they will come back.
i. Response: Aaron Spearin, MBB, PMP Hi David! That's an interesting thought. There are definitely times when we may know (better than our customers) the technical ramifications of their requests. I've also experienced it another way when the customer knew exactly how and why they wanted a certain feature that seemed crazy, but they wouldn't tell why us because of intellectual property. So I guess it's hard to know for sure. The trick is how we handle things when something goes wrong.
b. Comment: James T. Love: Great point Aaron. In centuries past, customers would have asked faster horses at one point. While innovative minds instead focused the automobile. It is more important to know the customer desires vs. the customer requests.
c. Comment: Janet Johnson, MBA, LION: As a contract mfgr I had to go toe-to-toe with a customer one time over a mistake on their print. We were within tolerance but it didn't matter to them. We lost the job...but replaced it with 10 new jobs within 6 months.
i. Response: Aaron Spearin, MBB, PMP: Thanks for sharing, Janet! I imagine that was tense. Somehow you made the choice of being willing to lose the customer, and it looks like it worked out.
II. "Sure, it looks horrible, but you never specified 'looks!'" 070 – Spec or Spirit
a. Comments: David Knowlton: I think an even greater challenge is when you have a supplier spec the affects you product and your customer has a different expectation controlled by your supplier spec. Your faced with standing behind your and risking further claims or persuading your you supplier your specs needs to change or their product needs to be modified.
III. Gage-ango Unchained.... Taking freedoms with Gauge R&R Rules 058 – Rule out the Ruler
a. Comment: Jerry Peyton: In my gauge R&R studies I've always tried to use three operators: one, who does the job; two, who is the supervisor; and three, myself. Then I have each operator measure each of the same 10 samples three times each.
IV. What's your type.... of Gauge R&R? 057 –Rule out the Ruler –
a. Comment: Alan Anderson: Aaron, Where is the data for the E6S-057 for the measurements that were taken? I read the write up of the measuring and problems in measuring.
i. Response: Aaron Spearin, MBB, PMP; Hi Alan, There is no data for this particular podcast episode. It is a general overview of different GR&R types and a sharing of experiences / anecdotes.
1. Response: Alan Anderson: Hi Aaron, I now understand you were speculating. It reminded me of a time of doing durometer measuring of cured silicone. The operators had problems of repeat-ability gauge R & R as they could get the same measurement readings.
a. Response: Aaron Spearin, MBB, PMP: I haven't done a GR&R on durometer but a imagine there is a quite a bit of variation just on the same test piece.
V. Rule out the Ruler - Part 1 of Measurement Systems 049
a. Comment: Antonio Nardone Useful to have these podcasts for refreshing and even for teaching insight. Thanks for sharing
i. Response: Aaron Spearin, MBB, PMP Thanks, Antonio! I'm glad you find it useful. Hundreds more on the way, one week at a time.
b. Comment: Oliver Bleifuß Interesting podcasts! Thanks for sharing!
VI. Fine Tuning - Which Comes First? Process Map or Measurement System Analysis? 046 – Jacob Requests Recalibration
a. Comment: Bob King: It seems to me neither process map nor measurement system analysis comes first. I like Hoshin first to define where you are going and why and how. Then QFD enriched with innovation to excite the customer and blow away the competition. Then Process Maps and Measurement systems are a piece of cake!
b. Comment: David Knowlton: One must understand the process at 10,000 ft level before you do anything. It may be helpful to map that but others prefer a more detailed process map. A detailed process map may be overkill. Part of understanding the process is how the process is measured in general. To be honest I believe the most important thing to do is understand the process by talking to the people regarding they how run the operation day to day.
VII. It's easier than it looks! - Value Stream Mapping Demystified 061 – Value Steam Essentials
a. Comment: Steve Borris: It never ceases to amaze me that folk are not knocking doors down to get their processes mapped and analyzed for value. I agree with Aaron that mapping can be as easy as you want - or need - it to be.
b. Comment: Tony Ferraro: Value stream maps have always been a bit confusing. It's always good finding out new approaches for creating an effective value stream map that really works & not confusing. Thanks for sharing!
c. Comment: James LeNoir: Great! Get away from software programs and use the butcher paper and post-it notes. The simple tools allow it to be a group process rather than one person on the computer.
d. Comment: Renee Schubart: I was involved in facilitating a value stream mapping today. We always use butcher paper and post its. I work in healthcare, and most of the value stream mapping trainings are manufacturing. We need to tweek the terms a bit to help the team relate.
i. Response: Aaron Spearin, MBB, PMP: Hi Renee. Thanks for the comment. That's a great perspective. I'm curious which terms you might address. Can you share an example?
VIII. Let's Agree to Disagree! Attribute Agreement Analysis 055 – Rule out the Ruler
a. Comment: Christopher Vallee: And then the evil, "agree to agree on the incorrect evidence or root causes pokes its evil head up". Enjoyed the article.
IX. Acronyms, Waste and Acronyms, Oh My! 072 – Go the Extra MILE MR TOYOTA
a. Comment: Sid Joynson: I hate TLA's.
b. Response: Aaron Spearin, MBB, PMP: By "HATE," you must mean "Hasten Affectionate Tendencies Encompassing" TLAs, because that would make total sense to me. Hahaha! Thanks for the comment, Sid.
X. Overproduction and Inventory - What could a little extra hurt? - Toyota 8 Wastes 073 Go the Extra MILE
a. Comment: Seth Claiborne: I always enjoy listening to other's speak in regards to waste because you get the opportunity to receive another's perception.This podcast is a little elementary and general; the 90 sec commercial intro almost made me exit the podcast around the 50 sec mark.
i. Response: Aaron Spearin, MBB, PMP: Hello Seth, Thanks for the feedback. I'm glad you decided to stick through the 90-sec promotion for the free Resume Webinar. And I'm always looking for contributors to bring to content to the level the listeners want. If you have anything to add, please feel free to submit it or contact me directly. Aaron@e6s-methods.com. Thanks. –Aaron
b. Comment: Gregory Brown: Many years ago, I worked for Xerox. Production of copiers/printers had to continue all year to meet the demand of the last 2-3 months of the year. The warehouses would fill to capacity and make filling orders difficult in those last couple of months, when Customers would finally decide to spend the money they had budgeted to buy a new or newer machine. To improve inventory compactness, I initiated Pallet Flo racking, to allow FIFO storage, and consolidate inventory (about a 50% improvement in space & cube utilization). Time to pick a machine improved from about 20-minutes in conventional racks, to about 1-minute from a pickface AT the dock. 90-lanes at 90-feet of length per lane was achieved at a cost under $1M, though saved about $30M per yr. 64 small warehouse spaces across the country were consolidated into 1 very efficient warehouse. There can be reasons for what might "appear" to be overproduction, and there can be solutions.
XI. Fine Tuning - Which Comes First? Process Map or Measurement System Analysis? 046 – Jacob Requests Recalibration
a. Comment: R Jim Dobson: If you don't know what you are doing, How can you pick the proper measurements to know if you are effecting the process. Do the work to understand the process first.
b. Comment: Jack Meagher: Six Sigma is a data driven problem solving tool. If you do not have good data and that is driving you in a specific direction, how far do you go before you assess whether or not the data you based your decisions on was accurate? This is not cut and dried and each case will merit its own considerations but in our line of work (Aerospace), accurate measurements are of utmost importance.
XII. Process Flow Diagram - Because Diamonds are Expensive! 042
a. Comment: Ron Scicluna: Thanks for sharing this, Aaron. The author is quite right in stressing the contrast between Process Flow Diagrams and Detailed Process Maps. I would add another thing to the Key Takeaways though. Base your adjustment decisions on root cause analysis. Identification and management of a process flow is a highly iterative process. It requires identification of expectations and development of methods to achieve them and recognize they are achieved. All too often adjustment decisions are made that address only surface issues while the underlying cause remains intact and free to inflict "new" problems. Good decisions require reliable information. Simple decisions might not be solutions at all. It is OK to seek to simplify your decision but don't skimp on root cause analysis. Risk minimization/mitigation is an important goal of defining and employing process flow diagrams.
i. Response: Aaron Spearin, MBB, PMP: Hi Ron. Agreed. The decision is there for a reason, often as a band-aid for something upstream. Fix the reason (root cause), then remove the band-aid to help simplify, where possible and practical. Thanks for the comment.
XIII. Will The Real Black Belt Please Stand Up? - LSS Commoditization Part 1 033- Fifty Shades of Black
a. Comment: Bob Matthew: As far as I am concerned Black Belt has a short fuse, especially in the areas where the engineering design, manufacturing, production, quality management, supplier management and customer satisfaction are the main part of the business.
b. Comment: Patrick Parker: I agree. Anyone can certify Black Belt. It doesn't mean they know how to implement tools and improvements
c. Comment: Zoltán Magyar: The knowledge is not substitute the skills or experiences. The real Black belt knowledge is the "Master Black belt" level. You can discuss about it with a TQM specialist. These peoples are know much more about the topic.
d. Comment: Bob Matthew: I have no need of knowing the Black belt, I took Green belt and started Black belt and I noticed the same materials are presented in a different format and I stopped that/training project right there. I am an analytical person and I see through it to see what the program is to offer to me and to others, once I know the worthiness of it I will withdraw myself from that and waste no time again. Unfortunately there are several, I would say majority of the quality professionals they cling on to these kinds of educations and spent their resources to gain knowledge. Most of the time this Black belt and master black belt and any other belt guys may not shine to resolve issues related manufacturing, production, design and customer complaints especially products and processes. These people may shine where there are plenty of data to crunch them to get something out of it and do something with that.
e. Comment: Kathy Ni: Experience is more important than a certificate. I prefer to coordinate more Kaizen events rather to prepare the program for a certificate. However, sometime, a certificate is quite improtant for people who doesn't know you.
f. Comment: Shahid Shaikh (EE,CQE, PMP, CMMI, Lead Auditor): I am ex Motorola Quality professional with more than 30 years of Quality engineering and management experience, at early stage in (1980) we at Motorola used statistical tools and techniques to improve all different business processes to reduce or eliminate variation of the process by SPC. Later in 1990 some people like to market this statistical in Six Sigma which was very old tool to fool, new comer in this field to make money. Now we have more certified Quality so called six sigma engineers and more re-called GM and many other car manufactures because they are just certified but did not have the experience and the commitment and dedication to Quality. This is all money making business.
i. Response: Patrick Parker: I agree Shahid. I have encountered many obstacles because hiring managers are looking for "certified" quality professionals and having 20+ years of experience doesn't qualify me for consideration.
XIV. Waiting to Use Them Skills - Toyota Wastes (Waiting & Skills/Talents) 074 – Go the Extra MILE MR TOYOTA
a. Comment: Joseph Paris: For your consideration... ... In each of the years 2012, 2013, and 2014... Toyota made over 10million vehicles... ... In 2013 and 2014... Toyota had 3.5million vehicles subject to recalls (plus service bulletins). ... And, so far, the recalls in 2015 exceed even that (with the "airbag issues"). Question: Is the TPS/Lean good enough? Good enough to emulate?
i. Response: Aaron Spearin, MBB, PMP: Hi Joseph, Thanks for the brain teaser.... My short answer, I say "yes!" Emulate until a better one comes along. Nothing is ever "good enough," but who else exemplifies "good enough?" I'll admit I have not dug into the root causes for Toyota's failures over the past few years. I can speak of my own initial biases and impressions. Bias 1: I buy Toyota. Bias 2: My first impression when I learned of the recalls years ago was that the likely root cause was a US supplier, based on my own dealings with US automotive suppliers. Bias 3: When you're the leader, everyone has a target on you. I give Toyota quite a bit of slack. They took the innovative risks that no other company would and reminded everyone that we don't have to settle for the old gasoline engine as we know it. Bias 4: I had to perform recalls as a QA manager, all because of sub-suppliers not following work instructions properly, cutting corners. If Toyota honors an economy with suppliers rather than completely absorbing them vertically, then they will always be at risk of losing control of the upstream quality. Bias 5: I'll jump ship from emulating Toyota when it no longer makes sense. But the 8 wastes make sense to me. Since they've been given a name, it seems rather obvious that these are problems we don't need to accept. Thanks again. I'll consider a much better researched answer for a potential podcast episode. It's certainly a legitimate question.
1. Response: Joseph Paris: Hello Aaron; Thanks for that... I enjoy when people question themselves (as I do myself)... Perhaps you would consider... * Suppliers are an extension of manufacturing. So, it would almost be "cheating" for Toyota to take credit for the quality of what it manufactures, but not the dings what is manufactured for them. * The customer does not buy the "perfect manufacture" of a vehicle, they buy a vehicle. The customer will not appreciate the "nuances" of the source of the defect. * And I am sure that Toyota does not want to be known as "the company that makes defective vehicles, but does it very efficiently. Last, and perhaps most important, even the Toyota Production System should be subject to Kaizen and Continuous Improvement - even if challenged to the core. ... As practitioners, we should embrace that challenge and take it to the next level.
XV. When Specifications are Tight, Reduce your Process Spread 068 – Eye of the Cash-holder
a. Comment: Al Smith: Suggest an added footnote: In control process required
XVI. "I bet my Cpk is bigger than yours..." 067 – Eye of the Cash-holder
a. Comment: Robert B. Camp: Aaron - Well documented and added a level of knowledge I did not previously have, specifically Pp. Nice piece.
i. Response: Aaron Spearin, MBB, PMP: Hi Robert. Thank you very much. I appreciate you taking the time to say so, and I'm glad you found it helpful.
1. Response: Robert B. Camp: Aaron - I'm grateful for your piece. Understanding the "capability" of a process is really important, much more so than most understand. Many designs call for specifications that can't be met by existing equipment/processes, short of sorting out those that don't meet spec. Over-specifying artificially raises the cost of manufacturing without any value to the customer. Moreover, many drawings routinely call for specifications way more stringent than those needed. Engineers, not understanding the capability of their processes, simply accept the standard +/- values on the bottom of the drawing. Manufacturing then tries to meet those, often at great expense, when they were never really needed. DFM/DFA can be really helpful there, as I'm sure you know. Again, great piece.
b. Comment: Miguel A. Arredondo: Very good article
XVII. E6S-049 - Rule out the Ruler P... (Website)
a. Comment: Vinnie Ram: Great Explanation...It helps to relate to daily life activities. Simple but more powerful explanations.
XVIII. E6S-059 - Rule out the Ruler P... (Website)
a. Comment: Thomas Johnson: Good presentation, overall. Solid analysis, thorough discussion. Would like the minitab graphics to be bigger and clearer, but, you can follow the flow nonetheless.
XIX. Not all comments were positive – There was one person who claimed everything we talked about was wrong. Resorted to trying to discredit me rather than have a healthy debate. I chose to disengage from this individual completely.
XX. Email to Aaron from Andy (former Black Belt)
a. I was listening to some of your podcasts recently and was just thinking about you. Since much of what you discuss was from our SS classes I was fondly reminiscing. The podcasts are a good refresher. The last one I listened to was about project definition and I found the Einstein quote about 55 minutes defining and 5 minutes doing was right-on. Hope things are going well for you both and that you enjoy doing the podcasts. It's easy to forget the SS methods and tools if you're not actively doing projects so the podcasts are good refresher while driving or running on the treadmill. Thanks for the podcasts. Take care. –Andy
i. Response: Aaron: I'm curious about something. What brought you back or reminded you to check back on the podcast? Some difficulty in a project or something else? –Aaron
1. Response: Andy: I really didn't understand them before and never listened to any but I got an iPod and started trying different casts on topics of interest. Turns out I like edifying casts more than entertainment casts. I felt podcasts kind of help you keep up on stuff. Since I'm not using Six Sigma so often I feel like I lose it. Yours helps to remind me of the various tools and topics. You know, sometimes you just get tired of listening to music on the commute.
a. Response: Aaron: … I owe you a thanks as well. I'm not really a person of faith, but I do recognize what I'll call "cosmic coincidence." For the first time since I started the podcast, I had a small doubt about what I was doing about a week ago. I have a very quiet following (about 320 listeners), so I don't get much feedback one way or another, except for one man who decided the best way to debate is to publicly attack my credibility in LinkedIn. I decided to disengage from his comments because he has a MO of this type of argumentative "trolling" behavior online. I hear he's also a genuine jerk in person, too. Anyway, a positive message from you, (and one other stranger), came at the perfect time. It was completely unexpected, but well needed. So thank you for helping me reaffirm myself and what I'm trying to do. –Aaron
i. Response: Andy:… Keep it up; you're doing just fine. And if you're having fun at it, then no worries.
First 6 months

First 12 months
First 18 months

Last 3 months
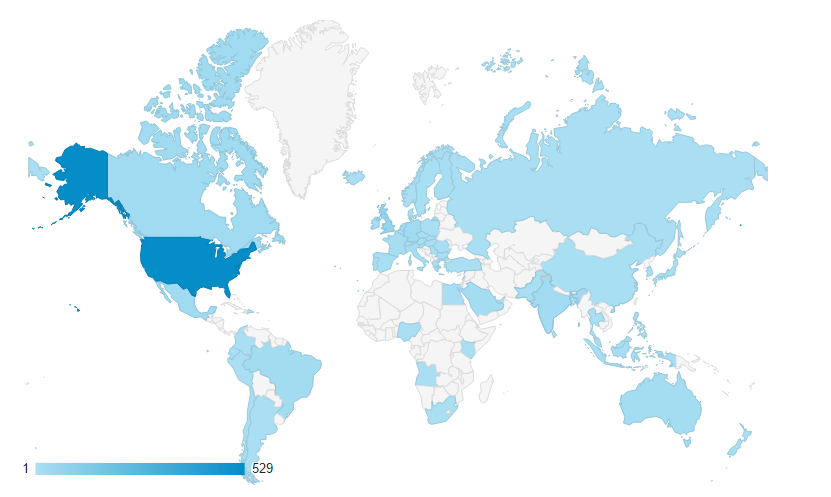
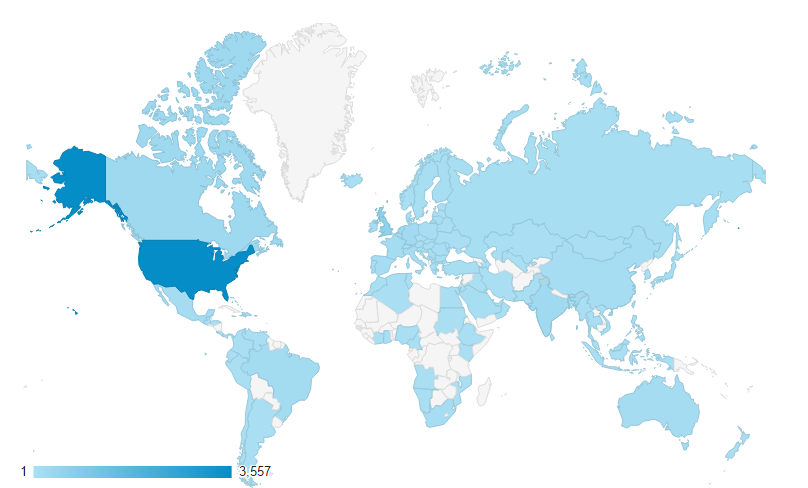
116 countries, all 50 states in US, even Alaska. Over 7500 total visits
Message To New Zealand
Outro: Thanks for listening to the E6S-Methods Podcast. If you would like to be a guest on the podcast, contact us through our website. Join our mailing list! Subscribe to past and future episodes on iTunes or stream us live on-demand with Stitcher Radio. Find outlines and graphics for all shows and more at www.E6S-Methods.com. “Journey Through Success”